İş parçası ayarı ve ölçümüne yönelik takım tezgahı probları
İş parçası ayarı ve ölçümüne yönelik yenilikçi otomatik takım tezgahı probları serimizle CNC işleme merkezlerinizin ve torna tezgahlarınızın verimliliğini artırın. Takım tezgahı prob ile ölçüm çözümleri ile üretim faaliyetlerinizi kolaylaştırın ve verimliliği en üst düzeye çıkarın.
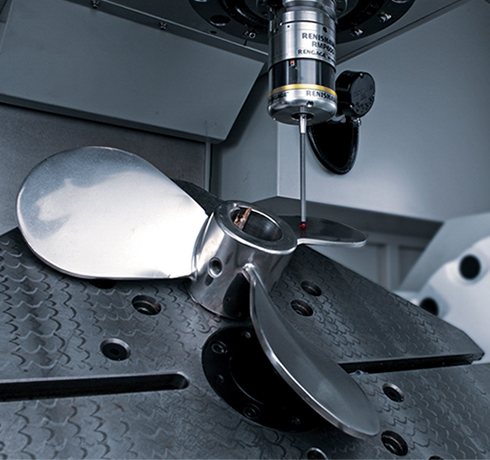
Takım tezgahı ölçüm probları, üretim prosesi boyunca hassasiyet sağlanmasında önemli bir rol oynar. Bu hassas ölçüm cihazları, otomatik iş parçası ayarı, proses içi kontrol ve parça doğrulama sağlar.
Renishaw, çok sayıda uygulamayı destekleyen takım tezgahlarına yönelik geniş kapsamlı bir ölçüm probları serisi sunmaktadır. Problarımız, kullandıkları teknolojiye bağlı olarak üç kategoriye ayrılır: standart hassasiyetli problar, yüksek hassasiyetli problar ve tarama probları.

Standart hassasiyetli temaslı problarımız ile iş parçası ayarı ve ölçümünde manüelden otomatiğe geçiş yapın.

Rakipsiz 3D ölçüm kapasitesi için yüksek hassasiyetli temaslı prob serimizi keşfedin.

Yüksek hızlı parça ayarına, öğelerin ve biçimin 3D ölçümüne ve yüzey durumu izlemeye imkan verin.
Prob ile ölçüm teknolojileri
- Standart hassasiyetli CNC temaslı probları, 2D temasla tetiklemeli ölçümler için orijinal ve güvenilir kinematik düzenlemeye sahiptir.
- Yüksek hassasiyetli temaslı problarımız, kinematik montaj düzenlemelerini gerilim ölçme özelliği ile birleştirerek üstün temasla tetikleme hassasiyeti sunar.
- Benzersiz SPRINT™ teknolojisini içeren tarama probları olağanüstü, yüksek hızlı, yüksek yoğunluklu 3D tarama verileri sağlar.
Takım tezgahı prob ile ölçüm fonksiyonun avantajları
Prob ile ölçüm ve takım ölçüm sistemleri imalat endüstrisinde yaygın olarak kullanılır. Modern CNC kontrolörleri artık prob ile ölçüm programlarını kolaylaştıran ve takım tezgahı ölçüm problarının kusursuz entegrasyonunu mümkün kılan standart programlarla donatılmış olarak satılmaktadır. Aşağıdakiler dahil olmak üzere çok sayıda avantaj sağlarlar:
- Geliştirilmiş kalite kontrol. Ölçüm probları son derece hassas ve doğru ölçümler alarak kapsamlı kalite kontrol denetimlerine olanak sağlar. İşleme prosesi boyunca toplanan veriler analiz de edilebilir ve proseslerin optimize edilmesi ve kalitenin daha da iyileştirilmesi için kullanılabilir.
- Arttırılmış verimlilik. Otomatik prosesleri devreye sokarak manüel ölçüm ihtiyacını, dolayısıyla insan hatası riskini azaltırsınız. Böyle yapılması denetim sürelerini hızlandırır ve genel verimliliği arttırır.
- Geliştirilmiş proses kontrolü. Üreticiler, parçaların tolerans dışına çıkmaya başlaması durumunda, parça boyutları ve öğeleri hakkında gerçek zamanlı geri bildirim sağlayarak, işleme faaliyetlerini ayarlayabilir ve düzeltebilir.
- Maliyet azaltma. Sapmaların erken tespit edilmesi, hatalı parça üretiminin önlenmesine yardımcı olur. Bu durum hurda miktarını, tashihi ve ilgili maliyetleri azaltır.
- Arttırılmış esneklik. Ölçüm problarının kullanılması, karmaşık parçaların ve ulaşılması zor öğelerin verimli bir şekilde ölçülmelerine imkan verir, daha fazla esneklik ve daha geniş bir üretim kapasitesi sağlar.
Çalışma ortamımda prob ile ölçüm yapmanın ne kadar değerli olduğunu anlamamın bu kadar uzun sürdüğüne inanamıyorum. Artık OMP40-2 probun ne kadar kullanıcı dostu ve hassas olduğunu görebildiğime göre, beni başka bir şey kullanmaya ikna etmek zor olacaktır.
Hammond Engineering (Avustralya)
Proses değişimini kaynağında durdurun
Doğru, tolerans limitleri içerisinde bileşenler üretmenin anahtarı, değişkenlik kaynaklarını işleme prosesi boyunca ortadan kaldırmaktır. Talaş kaldırma prosesi öncesinde, sırasında ve sonrasında otomatik prob ile ölçüm rutinleri uygulamak, bunu başarmanıza yardımcı olabilir.
Verimli Proses Piramiti™ metodolojimizi takip ederek, üretimin tüm aşamaları boyunca proses kontrol fırsatlarını belirleyebilirsiniz.
Prob ile ölçüm, işleme prosesi başlamadan önce koruyucu kontrolleri uygulamak için kullanılabilir. Tezgah durumu optimizasyonu ve izlenmesi, bir tezgahın sürekli olarak sağlam parçalar üretmesini ve daha az planlanmamış duraksama yaşamasını sağlamak açısından hayati öneme sahip proseslerdir.
Proses ayarı sırasında prob ile ölçüm, iş parçasının konumu, takımın boyutu ve tezgahta olmadıkları takdirde uyumsuz bileşenlere neden olacak ofsetler gibi, öngörülebilir değişkenlik kaynakları ile ilgilenir.
Proses-içi prob ile ölçüm, tezgah çalışmaya devam ederken akıllı geri bildirim sağlayarak, takım aşınması ve sıcaklık değişkenliği gibi, işlemeye özgü değişkenlik kaynaklarını sınırlandırır.
Proses sonrası izleme, prosesi ve bitmiş iş parçalarını teknik özelliklerine göre kontrol eder ve işleme prosesinin kararlılığından emin olunmasını sağlar.

Doğru ilerim tipinin bulunması
Takım tezgahı problarımız ve CNC kontrolörlerimiz bir iletim sistemi tarafından yönetilen sinyaller aracılığıyla iletişim kurar. Tezgah türünüz ve uygulamanız, hangi prob ve iletim tipinin sizin için en uygun olduğunu belirleyecektir. Renishaw probları üç ana tipte iletim sistemi kullanır:
Optik
Renishaw optik iletim sistemleri iletişim kurmak üzere kızılötesi teknolojisini kullanır ve prob ile alıcı arasında açık bir görüş hattı olmasını gerektirir. Bu durum karmaşık fikstürler olmadan, küçük ve orta ölçekli tezgahlara en uygun oldukları anlamına gelmektedir.
Radyo
Radyo sistemleri, sinyalleri probtan alıcıya iletmek için radyo dalgalarını kullanırlar. Frekans atlamalı yayılma spektrumu (FHSS) teknolojisi, sistemin diğer radyo cihazlarının parazitlerine dirençli, güvenilir iletişime sahip olmasını sağlar. Radyo sistemleri özellikle görüş hattının mümkün olmadığı büyük tezgahlar ve/veya uygulamalar için uygundur.
Fiziksel bağlantılı
Fiziksel bağlantılı prob sistemleri bir sinyal kablosu ile doğrudan takım tezgahı kontrolörüne bağlanır. Bu sistemler, probun kalıcı olarak takıldığı freze tezgahları için idealdir.
Sıklıkla sorulan sorular
S: İş parçası ayarı ve ölçümü nedir?
CNC tezgahla işleme prosesinde iş parçası ayarı, bir iş parçasının bir CNC takım tezgahı içerisinde doğru şekilde pozisyonlandırılmasını ve hizalanmasını ifade eder. Bir iş parçasını doğru bir şekilde ayarlayarak değişkenlik riskini azaltır ve hassas işlemeyi mümkün kılarsınız. Bir prob ile otomatik ayar yapılması, manüel ayarlamaya göre on kata kadar daha hızlı olabilir ve takım tezgahına kesme işlemi için daha fazla zaman kazandırır.
İş parçası ölçümü, tezgahta işlenmiş bir parçanın veya öğenin ölçülmesini ifade eder. Ölçüm prosesi, parça halen CNC takım tezgahında iken gerçekleştirilebilir ve geometrinin ve boyutların orijinal tasarım özelliklerine uygun olup olmadığının kontrol edilmesini içerir. Bu ölçümler bir prob sistemi kullanılarak manüel veya otomatik olarak alınabilir. İşleme prosesi sırasında, örneğin ölçülen bir öğenin olması gerekenden daha büyük boyutta olduğu tespit edilirse, bunu düzeltmek için ayarlamalar yapılabilir. Bu durum kalite standartlarının karşılanmasını sağlar ve hurda parçaların üretilmesini önler.
Üreticiler, hem otomatik iş parçası ayarı hem de ölçümünü uygulayarak hataları en aza indirebilir ve tezgahla yüksek kaliteli bileşenler işleyebilirler.
S: Mevcut rakip arayüzümü bir Renishaw probu ile kullanabilir miyim?
Hayır. Bkz. Renishaw arayüzleri.
S: İş parçasını ölçümden önce nasıl temizleyebilirim?
Bir iş parçasını bir tür hava üfleme yöntemi kullanarak temizleyebilirsiniz. Alternatif olarak, ölçülecek bileşen üzerindeki her türlü talaş veya döküntüyü temizlemek üzere bileşenin bir soğutucu jetinden geçirildiği bir yıkama çevrimi kullanılabilir.
İlave kaynaklar






Tüm Renishaw takım tezgahı probları, uyumlu bir arayüzün satın alınmasını gerektirir. Arayüz serimiz hakkında daha fazla bilgiyi ürün sayfalarında bulabilirsiniz.
Sonraki adımlar
Daha fazla bilgi mi arıyorsunuz veya ihtiyaçlarınız ile ilgili görüşmeniz mi gerekiyor? Yerel satış ofisinizle görüşmek üzere bir iletişim formu gönderin.